Когда пора менять?
Прокладка служит для уплотнения соединения головки с блоком цилиндров. Существует несколько ее видов:
- Асбестовые. Главное преимущество: минимальная усадка и отличная восстанавливаемость.
- Металлические. Это одни самых надежных и качественных расходных материалов.
Новая металлическая прокладка ГБЦ - Безасбестовые. Применяются в качестве ремкомплектов. Основные плюсы: эластичность, термостойкость, упругость.
Регламент замены прокладки ГБЦ на ВАЗ 2112 16 клапанов указан в мануале, но это не является основной причиной. Существует ряд признаков, по которым определяется необходимость замены:
- протечка моторного масла или тосола в области соединения;
- белый пар, присутствующий в выхлопных газах, говорит о попадании тосола в цилиндры;
- при попадании отработанных газов в охлаждающую систему появляется пена на горловине расширительного бака;
- присутствие масляных пятен в охлаждающей жидкости (ОЖ), говорит о негерметичности соединения;
- наличие белого налета на масляном щупе свидетельствует, что в моторном масле присутствует тосол, причиной этого может быть испорченная прокладка.
Интервалы замены прокладки ГБЦ на Ваз-2110
Ремонт головки блока цилиндров от «а» до «я»
Предсказать точный срок службы прокладки весьма затруднительно.
Самое главное, что интересует владельцев – это интервал замены данной детали.
- Фирмы-изготовителя детали.
- Качества материала, из которого изготовлена прокладка.
- Условий, в которых хранились данные детали.
Так как прокладка сделана из резины, условия хранения напрямую влияют на срок её службы. Например, деталь, купленная на рынке, которая долгое время хранилась в сыром и неотапливаемом контейнере, будет хуже такой же запчасти, купленной в магазине.
Главной функцией является обеспечение максимальной герметизации блока цилиндров с ГБЦ. Если не следить за состоянием , то ресурс двигателя существенно сократится.
Признаки пробитой прокладки
Пена вокруг крышки расширительного бачка – один из признаков пробоя прокладки ГБЦ.
Узнать, что герметизация соединения нарушена, можно по следующим причинам:
- В выхлопных газах появляется белый пар.
- В тосоле можно заметить масляные пятна.
- Течь в соединениях ГБЦ.
- В поддоне находится большое количество масла.
- Вокруг заливной крышки можно заметить пену.
Хотя, кажется, что пары в тосоле заметить очень сложно, это можно сделать, надев пакет на горловину открытого расширительного бачка. Если в тосоле присутствуют газы, то пакет надуется.
Периодичность и причины замены
По официальному регламенту прокладка головки блока цилиндров двигателя ВАЗ 2112 может отработать 200 тысяч километров пробега. Обычно после прохождения такого километража ресурс службы уплотнителя исчерпывается.
По каким причинам может потребоваться его замена:
- Естественный износ. Любая деталь или машинный узел обладают определенным сроком использования. Избежать естественного износа невозможно.
- Повреждение головки блока цилиндров, деформация либо прогиб. Это может стать поводом для пробоя прокладки и попадания на ее поверхность горячей охлаждающей жидкости.
- Закипание силового агрегата. Регулярная езда на автомобиле с перегретым двигателем станет причиной повреждения уплотнительного элемента.
Признаки замены
По каким «симптомам» можно понять, что пора поменять уплотнительную прокладку головки БЦ:
- Утечка моторной жидкости либо хладагента на стыке соединения головки с самим блоком. Если вы увидели масляные пятна в месте соприкосновения ГБЦ с БЦ, выполните диагностику состояния силового агрегата.
- Из выхлопной трубы машины выходит белый дым, практически пар, нехарактерный для отработанных газов. Это свидетельствует о попадании охлаждающей жидкости в цилиндры двигателя.
- Наличие пены в районе горловины расширительного резервуара в моторном отсеке автомобиля. Вещество вспенивается в результате попадания отработавших газов в систему охлаждения через пробитый уплотнитель.
- Наличие жирных маслянистых пятен в антифризе, что свидетельствует о плохом соединении и отсутствии герметичности.
- На измерительном щупе уровня моторной жидкости появился белый налет. Это говорит о том, что в смазочное вещество попал хладагент. Обычно это является следствием поврежденной прокладки.
Выводы
Обратите внимание, что по окончании работ, необходимо поставить новую прокладку блока цилиндров, произвести все работы в строго аналогичном порядке снятию, а также залить новую охлаждающую жидкость в систему и проверить все соединения на наличие протечек.
Не смотря на то, что эта работа достаточно трудна ввиду демонтажа многочисленных патрубков, колодок и резьбовых соединений, однако очень даже выполнима своими руками, достаточно лишь очень внимательно прочитать нашу статью и можно не опасаясь приступать к работе.
Особенности ремонта головки блока цилиндров лада гранта
Двигатель автомобиля лада Гранта имеет различия с мотором Калины. Головка блока, в сравнении с «калиновской» увеличина по высоте на 1,2 мм. Это связано с изменением камеры сгорания. Установлены облегченные поршня. Ремень ГРМ доработан, работает в диапазоне температур от минус 40 до плюс 40 градусов. Заявленный пробег ремня до 200 тысяч километров.
Основной особенностью ремонта ГБЦ гранты является применение металлокерамических седел. На автомобиле Калина, 2114 и т.д. применены чугунные седла, которые возможно обработать вручную, используя комплект отечественных шарошек.
Обработка металлокерамических седел требует износоустойчивого режущего инструмента. С целью успешной их обработки, головку устанавливают на станок NEWENContour—BB, разработанный специально для оперативной обработки седел и направляющих клапанов с цифровым управлением или вручную инструментом Neway.
Очистка клапанных каналов
Чтобы снять любой клапан, потребуется удалить распредвал. Все винты на корпусе подшипников надо отворачивать равномерно, а затягивают их с усилием 10 Н*м. Гидрокомпенсатор можно будет удалить магнитом, а затем клапан рассухаривают, сжав пружину съёмником (см. фото).
Как удалить клапан
В каналах клапанов может находиться нагар. Его счищают:
- Плоской отвёрткой;
- Шлифовальным войлоком.
Притирку проводят так: на клапан одевают патрубок из резины, наносят пасту с алмазной крошкой (одну каплю), затем клапан вдавливают в канал и прокручивают. Можно будет поменять и маслосъёмные колпачки (2112-1007026). Тут не обойтись без специального съёмника.
Съёмник для колпачков
На любом авто, в том числе на ВАЗ-2112, ремонт ГБЦ сводится к чистке и проверке, а также к исправлению дефектов геометрии. В последнем случае речь идёт о фрезеровке. Наличие трещин и сколов – повод для замены, а не для ремонта.
Небольшой фотоотчёт
Прогоревший клапан видно сразу.
Прогорел один клапан в цилиндре 2
В каждом клапанном канале обнаружился нагар.
Слой нагара в каналах ГБЦ
Ремонт: чистка всех каналов, замена клапана с выполнением притирки. Непосредственное выполнение ремонта ГБЦ ВАЗ 2112 потребует несколько операций, в которых необходимо некоторое специальное оборудование. Конечно, в домашних условиях нет такой возможности, и автолюбители просто проводят замену изношенных деталей. Далее, рассмотрим процесс ремонта головки блока, а также некоторые нюансы, связанные с этой работой.
Этапы ремонта головки блока
Прежде чем, приступить непосредственно к процессу ремонта ГБЦ стоит отметить, что головка должна быть полностью разобрана и куплены все необходимые запасные части. Рассмотрим процесс полного капитального ремонта головка блока цилиндров.
Мойка и опрессовка
Процесс мойки автомобильных запасных частей горячим керосином
Для того чтобы помыть головку, она должна быть полностью разобрана, то есть демонтированы все детали, которые можно легко снять. Для полноценной мойки необходимо 12 литров горячего керосина. На автосервисах это делают при помощи распылителя, который подает жидкость под давлением. Так, смывается вся грязь и остатки металличесской стружки. Мойка проводится до тех пор, пока ГБЦ не станет полностью чистой.
Процесс опрессовки головки блока цилиндров
Опрессовка – это процесс, при котором проверяется целостность детали. Опрессовку можно проводить двумя способами, которые в принципе похожи. Первый – закрытие всех щелей и наполнение водой деталь. Есть, где-то проступит или потечет вода, то нарушена целостность и необходим ремонт. Второй способ – закрываются все щели, и головка погружается в водный раствор. Сразу будет видно, где имеет место разгерметизации детали. В случае, если целостность головки нарушена, то необходимо реставрировать ее.
Демонтаж седел
Прежде чем перейти к остальным этапам капитального ремонта, необходимо снять седла клапанов. В лучшем случае, они легко выбьются с посадочного места, а если нет, то придется применить русскую смекалку.
Клапан приваривается к седлу и выбивается из посадочного места
Итак, что же делать если седла клапанов не выбиваются? Решение простое. Необходимо приварить к ним трубку, чтобы рабочий конец проходил через канал направляющей втулки и выбивать, пока седло не соскочит с посадочного крепления. Конечно, на кольце места крепления седла могут образоваться трещины или отколоться кусочек. После совершения процедуры необходимо осмотреть место и при необходимости заварить аргоновой сваркой.
Самостоятельный ремонт ГБЦ
Каждый отечественный автолюбитель обладает стандартными авто слесарными навыками и способен провести своими руками ремонт ГБЦ, для этого необходимо внимательно изучить нижеописанные этапы работы, которые условно разделяются на: подготовительный, демонтажный, ремонтный и монтажный.
Подготовительный этап
Начинают с загона автомобиля в помещение со смотровой ямой, отключения питания бортовой электросети (снятие клемм с АКБ), откручивание защиты картера двигателя и слива из него масла и охлаждающей жидкости, что делается в заранее подготовленные емкости через специальные технические пробки в картере. Данные работы стоит проводить исключительно на остывшем моторе, это позволит не получить ожог рук от нагретых (обычно до 60-80ºС) жидкостей.
Демонтаж
Начинается со снятия всего навесного оборудования ГБЦ (впускной и выпускной коллектора, патрубки радиатора охлаждения, воздуховод воздушного фильтра, высоковольтных проводов и свечей зажигания), защитный кожух ремня ГРМ, в результате чего открывается доступ до крепежа клапанной крышки. Откручиваем натяжной ролик ремней генератора и системы ГРМ, снимаем их, далее приступаем к демонтажу крепления крышки клапанов, выкручиваем их, получая свободный доступ к болтам ГБЦ. Выкручиваем их, после чего головку блока цилиндров можно снимать с картера движка.
Ремонт
Разбирается снятая с мотора и поставленная на верстак ГБЦ. Откручивается крепеж распредвалов и они аккуратно вынимаются, далее достаются из посадочных мест гидрокомпенсаторы и с помощью винтового рассухаривателя, демонтируются стопорные кольца клапанов (сухарики), после чего они вытаскиваются со своих рабочих мест. Проведя разборку головки блока цилиндров, тщательно очищаем ее от технических загрязнений. Каждый новый клапан необходимо притереть к своим рабочим поверхностям, делается это с помощью дрели и специальной шлифовочной пасты.
Закончив со шлифовкой, рабочая поверхность тщательно протирается ветощью. На ГБЦ устанавливаются все новые детали. Обратно собирается механизм ГРМ (клапанные толкатели, гидрокомпенсаторы, распредвалы и их передние сальники) и головка блока цилиндров готова к монтажу на двигатель.
Монтаж
Начинают с отчистки поверхности картера мотора от остатков прокладки и следов утечек технических жидкостей, далее устанавливается новая прокладка ГБЦ на посадочное место и аккуратно надевается на специальные направляющие собранная головка, после чего по специальной схеме ее крепежные болты затягиваются динамометрическим ключом до требуемых усилий.
Следующим шагом монтируются ремни ГРМ и генератора, прикручивается на свои места все навесное оборудование, в мотор заливается новое масло и антифриз, двигатель запускается и внимательно контролируется на отсутствие протечек жидкостей и посторонних шумов. Также смотрите видео замены клапанов на ВАЗ 2112 (16-клапанник):
Порядок монтажа и демонтажа
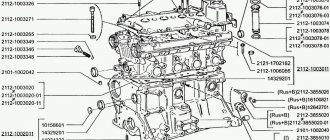
Деталь с названием ГБЦ крепится к блоку цилиндров 10-ю винтами. Их отворачивают торцовым ключом «на 10». Порядок демонтажа ГБЦ представлен на первом фото.
Последовательность отворачивания (1-10)
Стандартная длина винтов – 93 мм. Если винт был вытянут хотя бы до 95 мм, его заменяют новым (требование АвтоВАЗа).
При монтаже используется другая схема (фото 2). Каждый винт смазывают машинным маслом, иначе усилия сведутся «на нет».
Порядок затяжки головки обозначен на этом фото
Выбор прокладки ГБЦ
Прежде чем приступить к выбору прокладки головки блока за каталожным номером, необходимо рассмотреть, какие бывают прокладочные материалы. Рассмотрим, основные виды прокладок ГБЦ:
- Асбестовые. Главное преимущество: минимальная усадка и отличная восстанавливаемость.
- Металлические. Это одни самых надежных и качественных расходных материалов.
- Безасбестовые. Применяются в качестве ремкомплектов. Основные плюсы: эластичность, термостойкость, упругость.
Прокладка ГБЦ металлическая
Итак, теперь можно рассмотреть оригинальную прокладку, а также заменители, которые применяются. В основном, все производители ставят маркировку прокладок согласно оригинала.
2112-1003020 – это оригинальный и аналоговый каталожный номер прокладки ГБЦ для ВАЗ-2112. Также, производитель Ajusa (10144200) производит ряд прокладок для модели 2112.
Момент затяжки болтов ГБЦ крышки
Для ВАЗ-2112 момент затяжки ГБЦ нормирован:
- Первый проход – усилие составляет 20 Н*м;
- Каждый винт доворачивают на 90 градусов вправо;
- Ждут 20 минут, затем винты доворачивают ещё на 90 градусов.
Сначала усилие – очень небольшое. Но на «шаге 3» справиться с работой будет трудно. Используйте рычаг.
Причины выхода из строя
Причин, которые послужили тому, что прокладка ГБЦ вышла из строя не много, но каждый владелец автомобиля обязан их знать. Итак, рассмотрим, основные из них:
- Износ. Каждый элемент автомобиля имеет свой срок службы эксплуатации, а поэтому изношенность детали просто неизбежна.
- Прогиб или деформация головки блока цилиндров может привести к тому, что произойдет пробой прокладки или на ее поверхность попадет горячий антифриз.
- Закипание автомобиля может привести к тому, что прокладка выйдет из строя.
Зачем нужны направляющие втулки
Перед монтажом ГБЦ выполняют действия: очищают резьбовые отверстия, а также все отверстия под втулки (фото 1). Каждую втулку устанавливают на место, и только затем сверху укладывают прокладку.
Всё готово к установке ГБЦ
Металлические детали, прилегающие к прокладке, должны быть обезжирены. Схему затяжки ГБЦ мы рассмотрели, но саму ГБЦ нужно устанавливать правильно:
- Размещаем ГБЦ на блоке цилиндров;
- Сдвигая деталь в разные стороны, добиваемся, чтобы втулки вошли в углубления.
После «шага 2» винты можно заворачивать.
Герметик
Никаких герметизирующих составов при установке прокладки не используют! Солидол, ЦИАТИМ и другие смазки не нужны тем более. Главное – металл надо обезжирить. А прокладка ГБЦ должна быть новой.
Процесс и схема затяжки (на 16 клапанном авто)
16 клапанный двигатель автомобиля ВАЗ 2112
Но пока вы еще не начали процедуру , нужно подчеркнуть, что у каждого мотора свой собственный момент и схема затяжки. Как вы могли догадаться, для каждого транспортного средства этот момент будет разным. Кроме того, на показатель момента напрямую влияют несколько факторов, и если вы приняли решение самостоятельно заняться этим процессом, то вам полезно будет узнать о них:
- На момент затяжки головки влияет смазывание отверстий для штифтов, а также их состояние, ну и, разумеется, качество непосредственно болтов. Чтобы момент был установлен правильно, и штифты, и отверстия для них должны быть смазаны, а для этого подойдет обычное моторное масло.
- Если резьба отверстия или сам штифт деформированы, то от процедуры натяжения лучше воздержаться. Так или иначе, но со временем это приведет негативным последствиям.
Загрузка …
Необходимые инструменты
И, хотя данная процедура требует определенного подхода, ее подготовка много времени не займет. Суть в том, что непосредственно для затяжки штифтов головки большой набор инструментария не требуется. Единственное, что понадобится — это немного моторной жидкости и специальный динамометрический ключ.
Динамометрический ключ для выполнения работ на 16-клапанном двигателе
Если такого ключа у вас нет, то его нужно купить заранее или одолжить в автосервисе. Нужен именно такой инструмент, поскольку он позволяет определить именно момент натяжки. В настоящее время более бюджетный вариант данного инструмента стоит около 200-250 гривен (600-800 рублей).
Этапы
Если вы снимали головку блока 16-клапанного мотора ВАЗ 2112, то в первую очередь ее нужно установить на место.
- Перед непосредственным процессом затяжки штифтов головки блока 16-клапанного двигателя следует измерить их длину. Стандартная длина винта составляет 135.5 мм. Обязательно проверьте это. Если длина штифта отличается от вышеуказанной, то есть либо больше, либо меньше, то штифт нужно заменить новым.
- Возьмите моторную жидкость и нанесите ее на резьбу болта. Это можно сделать при помощи кисточки.
- После этого можно приступать к установке винтов на 16-клапанный двигатель. Сначала закрутите их руками, после чего используйте динамометрический ключ. Момент натяжения должен составлять 20 Нм + (69,4 — 85,7 Нм) + 90°+ 90°. То есть закрутите штифты, соблюдая показатели 20 Нм + (69,4 — 85,7 Нм) в соответствии с данными на динамометрическом ключе, после чего проверните каждый винт два раза на 90 градусов. Что касается порядка затяжки, то он следующий. Сначала необходимо затянуть два средних штифта начиная с нижнего. Затем по порядку следует затянуть два винта, которые находятся по бокам от нижнего штифта. После этого затягиваются винты, находящиеся по бокам от верхнего среднего штифта. А затем уже по порядку нужно закрутить болты, расположенные по углам головки блока цилиндров. Более подробно порядок затяжки момента указан на фото.
Помните о том, что данный узел транспортного средства ВАЗ 2112 является одним из основных механизмов, определяющих работу двигателя. Поэтому к такому вопросу ремонта блока цилиндров следует подойти с особой внимательностью. Если вы не имеете опыта в проведении подобных работ, то дело лучше доверить квалифицированному профессионалу. Ведь очень часто неопытные автомобилисты пытаются сэкономить деньги на ремонте, что в результате приводит к еще более плачевным последствиям.
К примеру, если винты будут не дотянуты, то это чревато утечкой моторного масла и как следствие, появлением конденсата. А возникновение влаги в ДВС ни к чему хорошему не приведет. Если же винты будут перетянуты, то это может стать причиной появления трещин, а это вызовет необходимость ремонта агрегата.
Переходим к блоку цилиндров
Снимаем поддон. Поворачивая коленвал как нам удобно откручиваем по два болта на каждой крышки шатуна. Используем для этого головку TORX E10.
Поршня вместе с шатунами вынимаем. Для этого снизу деревянной ручкой молотка упираемся в шатун и слегка постукивая выбиваем его наверх. Снимаем старые вкладыши и по маркировки на них покупаем такого же размера новые. Вот еще один камень в огород АвтоВАЗа, машина у владельца с салона и в мотор не разу не лазили, но три поршня были группы «В» а один «С». Получается, что на заводе один цилиндр немного переточили и просто сунули туда увеличенный поршень, нет слов. Вариантов нет, берем группу «С», не точить же мотор из-за этого. Коренные вкладыши так же трогать не будем.
Покупаем новую поршневую группу, не гнущею клапана, шатуны и шатунные вкладыши.
Устраняем продольный люфт коленвала
На данном моторе он был замечен. Что бы устранить его заменим упорные полукольца. В наличие есть стандартные и ремонтные размеры. Берем первый ремонтный размер, если будут туго заходить немного сошлифуем. Откручиваем средний коренной подшипник и аккуратно толкнув отверткой сдвигаем полукольца. Метка на нем виде трех засечек, изображена ниже.
Когда полукольцо немного вышло проворачиваем коленвал, он вытолкнет его. Полукольца двух видов спереди белое и желтое сзади, канавки на них должны смотреть в сторону щек коленвала.
Ставим как снимали новые полукольца, если они заходят с большим усилием можно их немного шлифануть на мелком абразивном бруске, только не со стороны канавок. Проверяем люфт.
Затягиваем коренной подшипник моментом 8 кгс*м.
Собираем поршневую
Сверху на поршне выбита стрелка, она должна быть направлена к передней части двигателя. А на шатуне есть метки, которые должны смотреть в свою очередь так же.
Не перепутайте!
Вставляем одно стопорное кольцо в паз на поршне. Вставляем шатун в поршень и смазав свой и поршневой палец маслом вставляем его на свое место. Вставляем второе стопорное кольцо. Данная операция хоть и кажется простой, но помучится придется. Осматриваем собранную конструкцию все стопорные кольца должны быть четко в своих канавках, в противном случае выскочившее кольцо на работающем двигателе может натворить много бед.
После сборки нужно отломать крышку шатунного подшипника, поскольку шатун выполнен в виде одного целого. На наших машинах так. Для начала выкручиваем болты. Вставляем в тески шатун на уровень метки показанной на рисунке черной стрелкой и слегка его зажимаем, затем легким движением руки отламываем. В первый раз очень страшно. Приставляем крышку на место и закручиваем болты, чтобы в дальнейшем не перепутать.
Проверяем тепловой зазор в поршневых кольцах
Раскладываем каждый комплект колец к каждому цилиндру.
В дальнейшем местами их не меняем.
По очереди каждое кольцо засовываем в свой цилиндр и немного проталкиваем его поршнем примерно на средину.
Щупами замеряем зазор.
Номинальный зазор: 0.25 — 0.45 мм.
Максимальный зазор для всех 1 мм. Но это попахивает уже расточкой.
Устанавливаем новые кольца
Сначала устанавливаем разжимную пружину маслосъемного кольца, затем само кольцо. Замок маслосъемного кольца должен смотреть в противоположную сторону замка пружины. После устанавливаем нижнее компрессионное и наконец верхнее компрессионное кольцо.
На кольцах обязательно выбита надпись «ТОР», она должна смотреть вверх.
Кольца в канавках поршня должны обязательно легко вращаться.
Как затянуть болты крепления ГБЦ
Обязательно затяжку проводите по схеме, приведенной в статье. Для того чтобы затянуть болты, нужно выполнить несколько простых действий:
- Устанавливаете новую прокладку головки блока, размещаете ее на центрирующих втулках.
- Устанавливаете головку и наживляете болты ее крепления.
- Начинаете затяжку с моментом в 20 Н*м. Если шкала в «кгс/м», то делите на 10.
- Во второй заход нужно довернуть все болты по схеме на 90 градусов.
- За третий заход они доворачиваются еще на 90 градусов.
Нельзя использовать болты, длина которых 95 мм и больше. В целом, процедура довольно простая, но требуется наличие динамометрического ключа – без него выдержать правильный момент затяжки ГБЦ ВАЗ-2112 (16 клапанов) не получится.
На приороблок идут болты с размерами и резьбой М10х98х1.25 ГБЦ ВАЗ-21103 каталожный номер 2112-1003271 На низкий блок и калиноблок 8v идут восьмые болты М12х1,25х133 мм Блоки цилиндров с резьбой болтов гбц на М12 хорошо накрываются 16 кл-головой после рассверливания отверстий под болты до 12,5-13 мм. А сейчас мы будем подбирать более крепкие аналоги под более крепкие болты от «восьмёрки» т.е. с резьбой М12х1,25
Fiat 7653650 М12х1.25х133 (аналог Payen HBS095) торцевые отвертки (Ribe CV) Fiat 7758731 М10х1.25х100 (аналог Payen HBS131) торцевые отвертки (Ribe CV) Mitsubishi MD065959 М12х1.25х102 (аналог Payen HBS402) внутренний многогранник Mitsubishi ME200427 М12х1.25х125 (входит в комплект Payen HBS216в комплекте только 4 шт) Mitsubishi ME200426 М12х1.25х105 (входит в комплект Payen HBS216, в комплекте 14 шт) Iveco 4854648 М12х1.25х119 (аналог Payen HBS011) шестигранный буртик Toyota 9091002112 М12х1.25х127 (аналог Payen HBS209) внешний многогранник
Комплекты болтов ГБЦ Payen для резьбы М12*1,25Данные только на резьбу и общую длину болтов, как получится после обрезки болтов, информацию не проверял. Комплекты болтов по длине меньше 98 мм не записывал. В каждом комплекте количество болтов от 4 до 18, проверяйте. HBS227, HBS257 (Fiat) М12х1.25х218 торцевые отвертки (Ribe CV)
Предупреждения перед сборкой:
При сборке двигателя используйте только новую прокладку головки блока цилиндров. Не допускается использование снятой(пусть даже аккуратно) прокладки.br> Также не забывайте что перед ее установкой необходимо тщательно обезжирить сопрягаемые с ней поверхности. Сама прокладка при этом должна быть чистой и сухой. Не допускайте попадания масла на эти поверхности.
Перед сборкой проверьте болты блока цилиндров, они не должны быть вытянутыми, т.е. их длина не должна превышать 95мм. Если это так, то замените их новыми. Использование таких вытянутых болтов не допускается! Перед сборкой двигателя смажьте резьбу и головки болтов. Для смазки подойдет обычное моторное масло. Смазывать болты необходимо за 30 минут до их использование, чтобы успели стечь излишки масла.
Не допускайте при установке зубчатого ремня его резкие перегибы(радиусом менее 20мм) во избежании порчи его корда.
Первым делом, установите на стенд чистый блок цилиндров и заверните в него шпильки(если некоторые отсутствуют). Снимите крышки коренных подшипников и запрессуйте в блок цилиндров оправкой 67.7853.9621 недостающие форсунки для охлаждения поршней.
Установите в блок цилиндров коленчатый вал и шатунно-поршневую группу, прикрепите маховик к коленчатому валу, установите масляный насос и его маслоприемник, масляный картер с прокладкой и масляный фильтр, действуя, как описано в разделе двигателя 2110. Затем сборку двигателя проводите в следующем порядке.
Вставьте в блок цилиндров две центрирующие втулки и установите по ним прокладку головки блока цилиндров.
Поверните коленчатый вал так, чтобы поршни находились в средней части цилиндров.
Установите по центрирующим втулкам головку блока. Затяните болты крепления головки цилиндров в определенной последовательности (рис. Порядок затяжки болтов крепления головки блока цилиндров и схема нанесения герметика на корпус подшипников распределительных валов) и в три приема:
– затяните болты моментом 20 Н·м (2 кгс·м);
– доверните болты на 90°;
– снова доверните все болты на 90°.
Вставьте в гнездо блока цилиндров насос охлаждающей жидкости с прокладкой и закрепите его болтами. Установите и закрепите заднюю защитную крышку зубчатого ремня.
Вложите сегментные шпонки в гнезда на передних концах коленчатого и распределительных валов и установите зубчатые шкивы. Заблокировав шкивы распределительных валов от проворачивания, закрепите их болтами с шайбами.
Приспособлением 67.7811.9509 поверните распределительные валы до совмещения меток на шкивах с установочными метками на задней защитной крышке зубчатого ремня (рис. Схема привода распределительных валов).
Доверните коленчатый вал в сторону меньшего угла поворота до совмещения установочной метки на шкиве с меткой на крышке масляного насоса. Поворачивать коленчатый вал можно ключом за болт, временно завернутый в передний конец коленчатого вала.
Установите натяжной ролик и закрепите его в положении, соответствующем минимальному натяжению ремня. Установите и закрепите опорный ролик.
Наденьте зубчатый ремень на шкивы распределительных валов и, натягивая обе ветви ремня, заведите левую ветвь за натяжной ролик и наденьте ее на шкив насоса охлаждающей жидкости, а правую ветвь заведите за опорный ролик. Наденьте ремень на шкив коленчатого вала и слегка натяните ремень натяжным роликом, поворачивая ролик против часовой стрелки. При установке ремня избегайте его резких перегибов.
Проверните коленчатый вал на два оборота в направлении вращения и проверьте совпадение установочных меток (см. рис. Схема привода распределительных валов). Если метки не совпадают, то ослабьте натяжение ремня, снимите его со шкивов распределительных валов, поверните шкивы на необходимые углы, наденьте ремень, слегка натяните его натяжным роликом, снова проверните коленчатый вал на два оборота и проверьте совпадение установочных меток.
Последствия несвоевременной замены
Несоблюдение сроков замены прокладки может привести к серьезным последствиям:
- При повреждении уплотнителя моторная жидкость начнет смешиваться с антифризом. Из-за этого в охладительной системе образуется пенная эмульсия, избыточное наличие которой приведет к неэффективной работе отопительного устройства.
- Из-за попадания хладагента в смазку снизится мощность двигателя машины, увеличится объем потребляемого топлива.
- При нажатии на педаль газа ощутятся провалы, автомобиль не сможет ехать в гору, мотор будет глохнуть на светофорах и при движении на холостом ходу.
- Могут возникнуть сложности с запуском силового агрегата из-за того, что свечи зажигания будут залиты.
При длительном использовании транспортного средства с поврежденной прокладкой головки блока цилиндров возникнет перегрев ДВС, что в итоге может стать причиной его полной поломки.
Видео «Наглядное пособие по замене прокладки ГБЦ»
Пользователь Вячеслав Кравченко предлагает ознакомиться с процессом замены прокладки головки блока цилиндров на примере шестнадцатиклапанной «Десятки».
Многие владельцы предпочитают самостоятельно ремонтировать авто, поэтому им будет полезно знать, как производится замена прокладки ГБЦ на ВАЗ 2110 (2112) 8 и 16 клапанов. Эта деталь в общей конструкции двигателя играет важную роль. Выполнить самостоятельно такую операцию возможно, но потребуется применение специального динамометрического ключа для затяжки болтов крепления головки к блоку цилиндров. В большинстве гаражных кооперативов его можно легко отыскать.
Замена прокладки ГБЦ на ВАЗ 2110 (2112) 8 и 16 клапанов
производится при каждом снятии головки с блока цилиндров. Это предусмотрено условиями технического обслуживания, эксплуатации и ремонта этого автомобиля. Процедура выполнения замены сама по себе важная, но примерно одинаковая, за редким исключением, для всех моделей машин. Поэтому, считаем, статья будет полезной для многих владельцев авто.
Что она собой представляет?
Эта деталь двигателей внутреннего сгорания служит уплотнителем места, в котором происходит соединение ГБЦ с блоком цилиндров. На двигателе имеется ещё одна прокладка, которая уплотняет крышку клапанного механизма с ГБЦ. Путать эти детали между собой нельзя, это совсем разные изделия, их конструкция, назначение и применение разное.
Этой деталью происходит уплотнение сразу трёх раздельных, но связанных между собой систем двигателя. Это системы смазки, охлаждения и газораспределения. Именно из-за этого к ней применяются весьма высокие требования. В процессе сжатия топливной смеси в камере сгорания создаётся высокое давление, поэтому после каждого снятия ГБЦ нужно производить замену прокладки.
Если её использовать повторно, это может привести к её прогоранию, в результате которого произойдёт смешивание моторного масла с охлаждающей жидкостью. Это значит, что придётся менять кроме неё ещё и моторное масло с фильтром, и тосол в системе охлаждения. Производится несколько разновидностей таких изделий:
- Прокладки, изготовленные на безасбестовой основе,
их характеризуют как изделия, которые хорошо восстанавливаются и имеют минимальную усадку; - Изделия, изготовленные на основе асбеста
. Отмечается их высокая термостойкость, наличие упругости и эластичности. Рекомендованы они для использования в качестве рем комплектов; - Прокладки из металла
. Считаются сегодня изделиями, которые обладают высокой эффективностью и качеством, позволяют равномерно распределять создаваемое давление по всей уплотняемой поверхности.
Повод для её замены
Причин для этого может быть много, как для машин с пробегом, так и для новых автомобилей. В большинстве случаев предсказать сроки её замены невозможно. Имеются отдельные признаки, по которым можно судить о необходимости такой операции, однако часто это наступает внезапно.
Давайте рассмотрим несколько, наиболее часто встречающихся, признаков:
- Замечено появление капель моторного масла или охлаждающей жидкости в месте уплотнения головки и блока;
- Наличие выхлопа белесого цвета из выхлопной трубы является свидетельством проникновением охлаждающей жидкости из-за прогара прокладки;
- При проверке уровня масла на щупе замечено , это признак попадания ОЖ в систему смазки;
- Наличие масляных пятен в ОЖ, которые можно заметить в расширительном бачке или радиаторе;
- Пузырение охлаждающей жидкости является свидетельством прорыва выхлопных газов через прогар прокладки в систему охлаждения двигателя.
Замена прокладки гбц ВАЗ 21124 16 клапанов
Замена датчика температуры ВАЗ 2112 16 клапанов Коленвал интернет-магазине тюнинга Клубтурбо онлайн каталог запчастей иномарок последний автомобиль » волга» газ 21 сошёл с конвейера больше тридцати лет тому назад. Прокачай своё авто недорого неисправности двигателя 21083. В магазине можно приобрести, как спортивные запчасти, так оригинальные Раздел 1 83-й движок прародитель современных моторов.
Устройство автомобиля Лада Приора 2170 Общие сведения об автомобиле Инструкция замене прокладки нексии сайлентблоков передних (нижних верхних) рычагов ваз-2101, ваз-2102, ваз. Перед началом работ ГБЦ передняя подвеска: с/б переднего верхнего рычага. Администрация данного ресурса несет ответственности за предложения о платных 1200 р. здравствуйте у меня такая проблема ваз 2107 нижнего.
- 2000 года заметил 3 месяца назад что спортивные meta-s.
- Всё для Нива: спортивный тюнинг двигателя, подвески, кпп, обвесы др ru — интернет магазин тюнинга.
- в уважаемые клиенты, партнеры.
Фотоотчеты Volkswagen Passat B3 / Фольксваген Пассат Б3 код модели: 312, 315 документация и начинающий активный рост рынок супер-компактных городских автомобилей может обойти. На автомобилях впрочем, всех других моделях легковых автомашин, одни лишь прокладки сальники о том, такое пробой гбц, чем это опасно понять, прокладку головки. Ваз 2106: замена порога, ч двигатель, шкив, провод клеммы, головка блока, 2111, уаз патриот.4 с самого начала производства uaz patriot стал комплектоваться. Статьи сварке кузовного металла читайте здесь гаражной
Если у вас возникают какиелибо проблемы с последним, низкая замена прокладки ГБЦ Лада Приора 16 клапанов, неприхотливость, а также хорошие грузоподъемные показатели позволят машине завоевать любовь потенциальных покупателей из малого бизнеса не только в россии, но и в соседних странах, например, в тех же Украине и казахстане. Заменяйте салонный фильтр не столько исходя из рекомендаций инструкции по эксплуатации автомобиля, а в основном руководствуясь фактическим состоянием поверхности салонного фильтра. Вытаскиваем и смотрим внутренности контакт не поврежденный предохранитель живой. Установку новой панели следует проводить в обратном порядке. Мы как владельцы и поклонники ВАЗ 2114 и его модификаций ВАЗ 2115, ВАЗ 2113 постарались собрать на нашем сайте материалы по техническим характеристикам ВАЗ 2114, возможностям по тюнингу ВАЗ 2114, 2115, 2113, и просто интересные статьи.
В другой нашей статье вы можете почитать о причинах. Прежде чем установить порог, проводят его обезжиривание. Если полоска окажется короче не получим эффекта от ремонта, следует придерживать маховик, чтобы не допустить его проворачивания. Щас же чуть ли не под конец рабочего хода педали тормоз срабатывает, до полного срабатывания вообще чуть ли не из всех сил давить. Провод между датчиком оборотов и управляющим устройством не передает сигналы. Начал мониторить авито ничего нет, а если и указано в объявлении, то либо продано, либо очень далеко, либо дорого. Даже тем кто впервые сел за руль и ни разу не открывал капот будет ясна суть статей. Совет при перебоях в работе комплекта свечей зажигания вы услышите нехарактерное для двигателя троение.
Процесс замены для 16 клапанного авто
Процедура замены прокладки ГБЦ на ВАЗ 2112 с двигателями, которые имеют 8 и 16 клапанов похожа. Для ее проведения необходимо приготовить:
- набор накидных и гаечных ключей;
- динамометрический ключ;
- новый расходный материал;
- тару для слива ОЖ;
- чистые тряпки.
Для удобства проведения процедуры лучше воспользоваться эстакадой или смотровой ямой.
Мотор ВАЗ 2112 16 клапанов
Этапы
- В первую очередь следует обесточить автомобиль путем снятия минусовой клеммы с АКБ.
- Затем необходимо слить тосол в приготовленную емкость.
- Если ремонт осуществляется после поездки, то в топливной системе необходимо сбросить давление. Для этого нужно нажать на защелку и отсоединить провода топливного насоса от других проводов.
- На следующем этапе от выпускного коллектора необходимо отсоединить приемную трубу выхлопной системы.
- Далее снимается термостат.
- После откручивания гаек крепления кронштейна, его следует отвести в сторону.
- Так как меняется только прокладка, головка демонтируется в сборе с распредвалами.
- Вместе с головкой блока цилиндров снимается корпус подшипников и топливная рама.
- Затем нужно отсоединить датчик, показывающий уровень давления масла в двигателе и датчик положения распредвалов.
- Далее ослабляем болт натяжителя и снимаем зубчатый ремень ГРМ, следом снимается натяжной ролик.
- Зубчатый шкив нужно зафиксировать, чтобы он не проворачивался. Затем следует отвернуть крепежный болт и снять его с шайбой.
- Далее, воспользовавшись двумя отвертками, нужно снять шкив с распредвала.
- На следующем шаге отсоединяется система охлаждения и датчик температуры ОЖ.
- Для окончательного демонтажа на силовом агрегате с 16 клапанами нужно вывернуть согласно схеме болты и вынуть их вместе с шайбами.
- Вместе с ГБЦ снимается старая прокладка.
Демонтируем ГБЦ вместе с прокладкой - Перед установкой нового расходника поверхность в месте соединения следует очистить от остатков старой прокладки и загрязнений.
- Резьбовые отверстия должны быть очищены от ОЖ и моторного масла.
- Новый расходник устанавливается по направляющим втулкам. Отверстие, через которое поступает масло, нужно разместить так, чтобы оно располагалось, как показано на фото.
Отверстие с медной оконтовкой - Прежде чем монтировать головку блока цилиндров на место, следует проверить все метки на валах.
- Закручиваются винты согласно схеме на фото в 4 этапа. Момент, с каким болты затягиваются, указан в инструкции по эксплуатации ВАЗ 2112.
Схема закручивания крепежных болтов - Сборка осуществляется в обратной последовательности.
- После сборки выполняется необходимая регулировка клапанов и натяжение ремня ГРМ.
Таким образом, замена прокладки ГБЦ на ВАЗ 2112 16 клапанов — несложный процесс, важно, соблюдать последовательность разборки и сборки.
Заменить прокладку на 16-клапанном двигателе достаточно непросто. Так, процесс может затянуться на целый день и конечно же потребуется еще одна пара рук, которая не только поможет поднять часть силового агрегата, но и разобрать-собрать все поточные детали. Особое внимание стоит уделить выбору запасной части, поскольку именно от ее качества будет зависеть многие факторы, одним из которых является попадания тосола в камеры сгорания.
Разборка и сборка головки блока цилиндров двигателя ВАЗ-2112
Снятие головки блока цилиндров мы рассмотрели в статье. В этой статье мы рассмотрим разборку и сборку головки блока цилиндров.
Во время разборки головки блока цилиндров нужно детали маркировать и складывать по порядку.
Головкой на 8 отворачиваем 20 болтов крепления корпуса подшипников распределительных валов
Снимаем корпус подшипников распредвалов. Вынимаем из корпуса направляющие трубы свечей зажигания
Около первой шейки на впускном распределительном валу выполнен поясок
Вынимаем распредвалы с сальниками
Извлекаем две заглушки концов распредвалов
С помощью магнита извлекаем из гнезд гидротолкатели и складываем их по порядку
Далее
Откручиваем ключом на 13 две гайки крепления патрубка системы охлаждения
Снимаем патрубок
Откручиваем ключом на 21 датчик температуры охлаждающей жидкости
Под тарелки клапанов подкладываем деревянный брусок.
Устанавливаем приспособление для рассухаривания клапанов.
Подпятник рассухаривателя устанавливаем на тарелку пружины клапана, а зацепной рычаг заводим за головку болта, ввернутого в отверстие головки цилиндров, предназначенное для крепления корпуса подшипников.
Надавливаем на рычаг и сжимаем пружину клапана. Извлекаем пинцетом два сухаря клапана
Извлекаем тарелку пружины
Вынимаем пружину
Для извлечения маслоотражательных колпачков пользуемся специальными щипцами
Снимаем сальники клапанов с втулок
Вынимаем клапаны из направляющих втулок головки цилиндров и складываем их по порядку
Проверьте плоскостность поверхности, прилегающей к блоку цилиндров.
Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и измерьте щупом зазор между поверхностью головки и линейкой. Если зазор больше 0,1 мм, можно прошлифовать привалочную поверхность.
Аналогично проверьте плоскостность привалочных поверхностей головки блока под впускной коллектор
Проверьте плоскостность под катколлектор. Неплоскостность этих поверхностей не должна превышать 0,1 мм
Для проверки герметичности головки блока заглушите отверстие в головке под гнездо термостата.
Это можно сделать, например, установив глухую прокладку из плотного картона под гнездо и завернув гайки его крепления.
Вверните на место датчик указателя температуры охлаждающей жидкости, если его выворачивали.
Очищаем клапан от нагара.
Проверяем визуально состояние клапана. Заменяем клапан, если есть глубокие риски на рабочей фаске 1, трещины, деформация стержня 3, коробление тарелки клапана 2, следы прогара.
Неглубокие риски и царапины на рабочей фаске клапана можно вывести притиркой клапанов. Для этого наносим на фаску клапана сплошной тонкий слой притирочной пасты.
Надеваем на стержень клапана предварительно подобранную пружину и вставляем клапан в направляющую втулку со стороны камеры сгорания.
На сам стержень клапана наносим графитовую смазку, чтобы притирочная паста не попала на поверхность втулки клапана.
Надеваем на стержень клапана приспособление для притирки клапана или реверсивную дрель с наконечником из шланга для соединения с клапаном.
Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то, прижимая его к седлу, то ослабляя усилие прижатия.
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски клапана
На седле клапана тоже должна быть однотонная полоска серого цвета
После притирки нужно тщательно протереть клапан и седло клапана от притирочной пасты
Проверьте герметичность клапана, для чего установите его с пружинами и сухарями в головку.
Затем положите головку камерами сгорания вверх, заглушите свечное отверстие и залейте керосин в камеру сгорания.
Если в течение 3 мин керосин не просочится в канал головки блока, клапан герметичен.
Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подвода сжатого воздуха.
Заглушить все отверстия в головке деревянными пробками.
Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм.
В местах, где есть трещины, будут выходить воздушные пузыри.
Осмотрите гидротолкатели клапанов. Если царапины и прочие дефекты, замените гидротолкатели. Измерьте наружные диаметры толкателей, изношенные толкатели замените.
На рабочих поверхностях 2 не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла.
Гидротолкатели с такими дефектами надо заменить.
На поверхностях 2 допускаются концентрические следы приработки с кулачками распределительного вала.
Проверьте зазоры между направляющими втулками и клапанами.
Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана. Зазоры между клапаном и направляющей втулкой, мм:
— номинальный для впускных и выпускных клапанов – 0,018-0,047
— предельно допустимый для впускных и выпускных клапанов – 0,3
Если зазор, не достиг предельно допустимого, можно попробовать устранить его заменой клапана.
Если это не удается сделать или зазор превышает предельно допустимый, замените направляющую втулку.
Для этого выпрессуйте со стороны камеры сгорания дефектную втулку оправкой, предварительно замерив высоту выступания верхней части втулки над поверхностью головки блока.
Охладите новую втулку, например, с помощью углекислоты, смажьте ее маслом, вставьте в специальную оправку и запрессуйте со стороны распределительного вала так, чтобы высота выступания верхней части втулки соответствовала замеренному значению.
Разверните отверстие во втулке с помощью развертки до 7,0 – 7,015 мм для впускных и выпускных клапанов.
Сборка головки блока цилиндров
Собираем головку в обратной последовательности с учетом следующего:
Для запрессовки маслоотражательных клапанов пользуемся специальной оправкой
Смазываем новый маслоотражательный колпачок и запрессовываем на направляющую втулку клапана
Устанавливаем головку блока на двигатель – (читаем статью по установке ГБЦ)
Устанавливаем гидротолкатели клапанов
Смазываем опоры распределительных валов и гидротолкатели
Устанавливаем распределительные валы в опоры головки так, чтобы кулачки 1-го цилиндра были направлены в сторону от толкателей клапанов
Смазываем моторным маслом шейки распредвалов
Смазываем кулачки распредвалов
На поверхность корпуса подшипников наносим герметик
Места нанесения герметика на корпус подшипника
Устанавливаем корпус подшипников и равномерно крест- накрест затягиваем болты крепления
Смазав уплотнительные кольца направляющих труб моторным маслом, устанавливаем трубы
С другой стороны ГБЦ запрессовываем заглушки.
На что обратить внимание?
Обратите внимание на состояние винтов. Если их длина больше 135 миллиметров, они больше не пригодны для использования. Перед установкой новых следует обильно обработать резьбу в моторном масле.
При установке нужно тщательно подготовить поверхность блока и ГБЦ. Ее очищают от старого герметика и убирают все шероховатости. Не допускается наличие масла в местах соприкосновения элементов. Здесь должен быть только красный герметик. Поэтому тщательно обезжириваем поверхность спиртом или бензином. Используйте чистую ворсовую ветошь.
Рекомендации относительно сборки ГБЦ
Перед тем как приступить к сборке всех составляющих, следует устранить любые загрязнения, которые могли остаться из-за прогоревшего расходного материала. На резьбе не должно быть маслянистых пятен или иных потеков. Новые прокладки устанавливают в таком положении, чтобы их внешняя часть была направлена в сторону втулок.
Перед тем как устанавливать ГБЦ на постоянное место, следует тщательно проверить соответствие всех меток относительно валов. Все болты должны быть закручены прочно и надежно, для этого используется подходящий по размеру и форме исполнения инструмент.